|




| 外型尺寸 | 15*3.5 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 水利 |
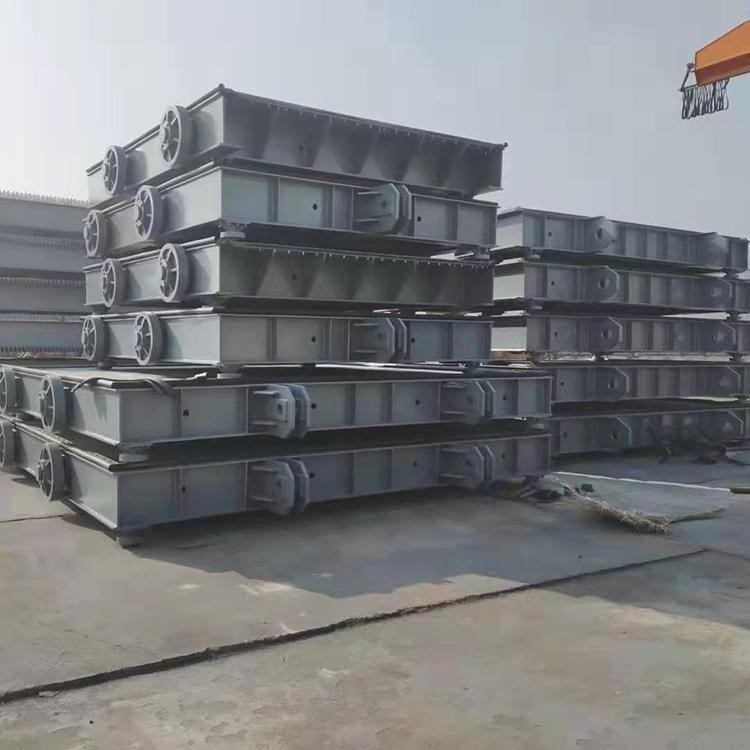
| 型号 | 启闭机闸门 |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
钢制闸门的性质特点
钢制闸门按工作性质可分为
按闸门孔位置可分为
按门叶形状分类
钢制闸门的表面处理:
钢制闸门表面热喷涂之前,应将闸门金属表面的铁锈、油污、焊渣、氧化皮、灰尘、水分等污物清除干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。
喷砂处理施工的注意事项,喷砂必须注意工件温度和空气环境湿度,当空气湿度较大或金属表面温度低于露点以下时,应停止喷砂;喷砂处理不允许在潮湿的金属表面上进行,露天作业应采取必要的防雨防潮措施;喷砂工应戴防护用具,以保***体不受飞溅磨料的伤害。
钢制闸门制造安装及验收规范:
1、橡胶密封环带应能***,***及耐压;安装方便及止水性能好;在任意1.0米长的范围内的渗漏量保证不大于0.1L/S。
2、闸板与P型密封条接触处应做***型防腐处理。
3、如果受运输条件限制,一扇钢闸门需由两块构件连成一体时,投标人需提供专题报告供招标人及设计方审查。
4、平板滤网加工制作的要求
5、格网及起吊架的制造与验收应按照GBJ205-83《钢结构工程施工及验收规范》及国家有关技术规范。
6、导轨长度需要拼接时,采用对接双面焊缝。焊口错边量应不小于0.2倍的槽钢腰厚。焊口必须磨平。导轨在安装前必须调直。直线度公差值为导轨长度的1/1000。
7、导轨中心线垂直度公差为导轨长度的1/1000,导轨中心线与安装中心平面的平行度公差值为4mm。
8、平板滤网设置集污器,滤网的加工制作应满足水流条件及起吊要求。
9、防腐处理
10、表面预处理
市场上常按钢闸门不同的功能分类,可分为以下八个类型。
1、平面定轮钢闸门
2、平面滑块钢闸门
3、304不锈钢方闸门
4、手动钢闸门、电动闸门
5、弧形闸门
6、叠梁钢闸门
7、人字钢闸门、合页坝钢闸门
8、钢坝闸门、液压翻板坝钢闸门、底轴驱动液压双控翻板钢闸门、水利自控翻板钢闸门
按其结构形式可分为以下四各类型
插板闸门(CBZ):三面止水,密封性能好,适用于渠道安装。
制水闸门(ZSZ):四面止水,适用于渠道或壁孔安装,承受水头在5m以下。
叠粱闸门(DLZ):适用于使用频率较少的场合,渠道安装,分块起吊。
平面闸门(PGM):承受水头较大,外形规格不受限制,***适用于水利水电工程中工作闸门、检修闸门、事故闸门等。
潜孔式平面定轮钢闸门执行标准
1 平面闸门制造应按施工图纸和GB/T14173第7.4节的规定执行。
2 闸门不论整体或分节制造,每扇闸门都应在工厂进行整体组装(包括主轮或滑道、侧轮、充水阀等部件)检查,各项偏差和接头错位,均应符合施工图纸和上述规范的规定。检验合格后,应在组合处打上明显的标记和编号,并焊上定位板。
3 闸门的主支承行走装置或反向支持装置组装时,应以止水座面为基准面进行调整。所有滚轮和滑块应在同一平面,其平面度允许公差应符合施工图和规范要求。
二、潜孔式钢闸门结构
闸门制造所用的金属材料,包括黑色金属材料和有色金属材料,必须符合施工图规定,其机械性能和化学成分必须符合现行的***,并应具有出厂合格证。
2 橡胶水封
2.1 所有闸门橡胶水封的物理机械性能应符合GB/T14173附录D有关规定。
2.2 闸门橡胶水封的供货数量应比施工图样多5%,以备安装损耗用。
2.3 所有闸门橡胶水封接头的粘接,应由中标人通过试验选定粘接方法,并应经采购人批准。
2.4 采用热胶合时,应按橡胶水封厂提供的操作规程进行粘结和硫化,并应提供与橡胶水封形状和断面一致的加热压模。
2.5 采用冷粘接时,中标人应提交一份包括冷胶剂的技术性能和有关参数、粘结工艺及其试验数据的冷粘接措施报告,报送采购人批准后实施。
2.6 橡塑复合水封应采用“无节型”。在存储和运输过程中不得盘折。
3 自润滑材料
3.1 金属结构自润滑滑块或轴承材料性能应符合本技术条款和施工图的规定,其性能应符合有关标准。
4 防腐、润滑材料
金属结构防腐材料、轴镀层材料以及转动部位灌注的润滑材料应符合本技术条款和施工图的规定,其性能应符合有关标准。
5 单个构件
5.1 制定零部件及单个构件工艺时,应预留焊接收缩量、机加工的切削余量。
5.2 焊接坡口型式和尺寸应满足规范的规定。
5.3 用于制造闸门或门槽埋件的型钢或组焊而成的单个构件应进行整平和矫正,其偏差符合GB/T14173第7.1节规定。
6 铸钢件
6.1 铸钢件应符合施工图纸和GB/T14173第7.2节中有关规定。
6.2 铸钢件的化学成份和机械性能应符合GB/T11352或GB/T14408的有关规定。
6.3 所有铸钢件缺陷的补焊,均应按照GB/T14173第7.2节规定执行。
7 锻件
7.1 应按锻件施工图纸和GB/T14173第7.2节有关规定进行锻造。
7.2 锻件的质量检查按施工图纸及GB/T14173规定进行。
7.3 吊具、吊轴、轮轴的缺陷不得补焊。
8 零部件
零部件的加工和装配按施工图纸和Q/ZB75、Q/ZB76的规定执行。装配后应在转动部位灌注润滑脂。闸门所有材料必须严格按施工图纸执行。
三、潜孔式钢闸门的制造
1 埋件制造
1.1 闸门埋件制造应按施工图纸及GB/T14173第7.3节的规定执行。
1.2 所有埋件焊接完毕并对变形校正后,才能按施工图纸的要求对轨面或止水座面进行机加工。
1.3 每套门槽应在制造厂进行预组装,各项尺寸偏差及接缝错位应符合施工图纸和上述规范的有关规定。检验合格后,应在组合处打上明显的标记和编号。
1.4 支铰关节轴承采用低摩擦系数自润滑材料,支铰铸钢件制造按一类铸件要求执行,需经出厂验收后方可发运。
??1.施工闸门:封闭施工导流口的钢闸门
??2.工作闸门:调节导流口流量
??3.事故闸门:在上下游发生事故时可启闭的钢闸门
??4.检修闸门:于检修设备时闭合挡水的钢闸门
??
??1.露顶闸门:顶部露出水面
??2.潜孔闸门:顶部没入水面以下
??
??1.平面钢闸门
??2.弧形钢闸门
??3.人字形钢闸门
钢制闸门制造安装及验收规范分析如下:
?